
热 线:400-618-3073
手 机:139-0617-0178
邮 箱:xiedunhuang@omaiko.cn
网 址:www.omkkyj.com
地 址:江苏省无锡市梁溪区凤翔北路21号.无锡市民营科技园

首先,我们要确认是否是负荷被烧毁或部件磨损掉,如果是,那么必然使冷媒系统遭到污染,比如残余的冷冻油碳化后依然存留在管道内,干燥过滤器吸收大量水份等。所以,假使出现烧毁,首先我们要分析压缩机烧毁的原因:是否是控制箱内的接触器、超载器等温控质量问题;是否是设定值变更或调整错误;是否由于电源电压不稳定;操作员是否按正常顺序操作等等。螺杆式冷水机主要用于化工、油墨印刷、大型能源设备、搅拌站、食品保鲜、中央空调等行业,按照不同的散热方式有风冷螺杆式冷水机和水冷螺杆式冷水机。螺杆式冷水机的压缩机通常选用台湾汉钟或德国比泽尔牌原装进口压缩机,这类压缩机采用5:6超高效螺旋转子技术,比一般压缩机能效要高20-30%。但是,即使再好的产品也不可能一直使用下去,它也会有使用寿命的限制,也有可能操作不当而引起故障。
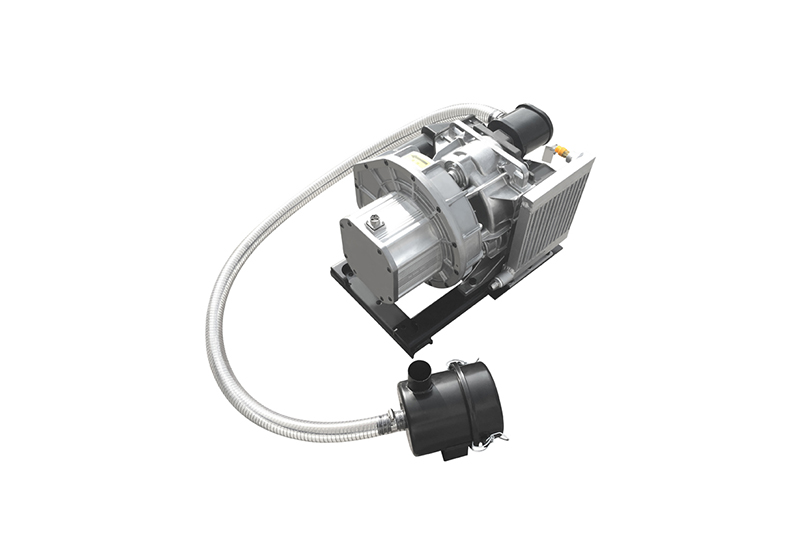
确保油气分离芯有经济的使用寿命的方法对润滑油的正确维护是确保永磁变频空气压缩机油气分离芯有一个较满意使用寿命的前提条件。一般来讲,油气分离芯的使用寿命仅受到细分离层上的固体颗粒沉淀物(油的氧化物,磨损的颗粒等)的限制,最终导致压差升高。润滑油中的污物可通过更换空气滤清器﹑机油过滤器和遵守油的更换周期来减少。这样,可使进入到永磁变频空气压缩机油气分离芯上的污物保持在非常少,有利于延长维护﹑保养周期。油的选型对油气分离芯的使用寿命有非常大的关系。只能使用那些经批准的﹑抗老化和对水不敏感的润滑油。抗氧化性差的润滑油不适用,即使工作时间较短,也会产生一种类似于果冻状的粘稠沉淀物,将油气分离芯堵塞。较高的工作温度会加速润滑油的老化,所以也须对冷却风量和冷却器的污垢引起足够地重视。
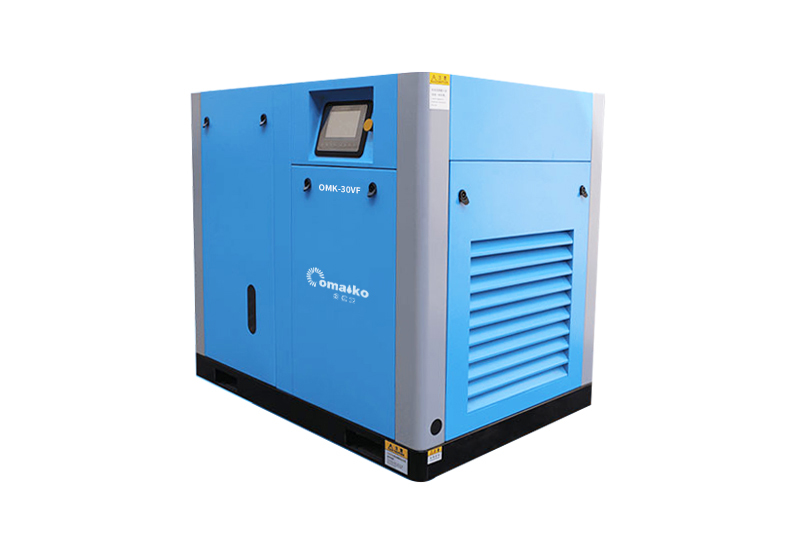
国家大力提倡节能减排,可持续发展,相应的政策也越来越多;消费者对空压机产品质量的重视与节能意识的提高;很多的空压机厂家也积极响应国家号令,坚持创新、大力研发节能产品,永磁变频空压机以及两级压缩永磁变频空压机就是技能减排政策下非常好的例子。 在企业生产中电能消耗巨大,约占企业用电总量的30%-60%。特别是当达到卸载压力时,会使空压机空转,造成严重的电能浪费。卸载时空转的功耗约占满载时的45%左右,可见传统(工频)空压机有多大的节能空间。永磁变频技术的出现,为空压机行业带来了巨大的改变。随着永磁变频技术的不断完善与发展,已被不同行业、企业广泛应用。以往盛行业内的低价求量的思路正在转变,品质性能、节能技术逐渐得到了认可与重视。空压机市场的潮流也过滤到永磁变频、两级压缩上来了。

工频驱动的空压机只能工作在一个排气量,变频空压机可以工作在范围比较宽的排气量。变频器是根据实际用气量实时调整电机转速,来控制排气量的。用气量低的时候还可以让空压机自动休眠,这样就大大减少能源的损失。优化的控制策略,可进一步改善节能效果。由于变频器采用的过调制技术,在交流电源电压稍低时仍可输出足够的力矩,驱动电动机工作;对电压稍高时,也不会导致输出到电动机的电压偏高。对于自发电的场合,变频驱动更能显示其优点。根据电动机VF的特性(变频空压机在节能状态都工作在额定电压以下),对于电网电压低的现场,效果明显。变频系统的大多数工况是低于额定转速下工作的,主机机械噪音和磨损下降,延长维护和使用寿命。若风机也采用变频驱动,能降低空压机工作时的噪音。

一般情况下螺杆空压机机头抱死主要是润滑油的问题:①机头内内部油不足,临时停用(包括运输)造成瞬间缺油,导致卡死。因此临时停机的设备要事先往机头内注入足量油,再起机。②润滑油更换/添加不及时,供油缺乏或油路堵塞、泄露导致机头缺油卡死。③润滑油品质不好里面杂质太多、积碳、结焦。选择高品质润滑油,避免使用劣质/超期润滑油!此类情况导致的问题必需进行拆检,用清洗剂浸泡五个小时即可恢复。以上是欧迈克售后工程师为您归纳总结的螺杆空压机机头抱死原因及解决方法,热烈欢迎各位新老客户来电咨询!

日常维护:空压机的保养是每天必须进行的工作。一般在班前、班后及当班时间进行。目的是保证设备正常运转和工作现场文明整洁。1.每天或每班应向各加油点加油一次。有特殊要求的,如电动机轴承的润滑,按说明书规定加油。总之,一切运动的摩擦部位,包括附件在内都要定时加油。 2.要按操作规程使用机器,勤检查、勤调查,及时处理故障并记人运行日记。3.工作时,要保持机器和地面清洁。交班前应将设备擦干净。 4.冬天室温度低于5~C时,停车后应放掉空腔内的冷却水。


